< Product News
Top 10 tips to improve efficiency in heat treatment processes with Eurotherm
June 27, 2022Introduction
Precise temperature control is critical for the heat treatment of automotive and aerospace parts that need to comply to standards such as Nadcap/AMS2750 and CQI-9. Poor control leads to components that have been overheated, under-heated or not soaked at the correct temperature for the specified length of time. Many difficulties can arise during heating, cooling, ramps and dwells including control of overshoot, rate of temperature change and stability. Add to this the necessity to prove the process was carried out to specification by securely recording and archiving the data, and you will find you really need to select the right equipment for the job.
These problems are easily solved using modern precision PID control and secure tamper resistant data recording techniques with smart reporting tools.
Our following top 10 tips show the benefits of precision control and secure data recording not only to help comply to standards but also to gain extra benefits in term of efficiency that also reduce costs.
Top Tips
1. Achieving the fastest ramp time without affecting quality
The faster a process can run, the more profitable it can ultimately be, but to maintain efficiency the speed must not affect the quality of the end product. Some materials and intricate workpieces have specifications that limit the rate at which they can be heated or cooled so as not to damage the material microstructure or distort the shape of the product. Ramping the temperature too fast can detrimentally affect the process resulting in quality variations and possible scrap material. The difficulty of achieving a uniform temperature across large furnace areas and workpieces during the ramp is due to thermal lag (also known as thermal gradient and Delta T) and in the case of material for aerospace and automotive applications it is often a requirement to prove that the rate of temperature change in the workpiece did not exceed specified limits during the ramp in order to meet regulatory standards. Multiple temperature measurements must be made across the workpieces and the results fed into the temperature controller to help control a uniform temperature across each workpiece, and the data must be recorded for reporting and audits.
The secrete to achieving ramps to the setpoint temperature as fast as possible without exceeding the limits of the material is to use a high accuracy precision controller with a Ramp Rate feature built into the functionality of the programmer. This kind of controller has high accuracy inputs and outputs that will maintain tighter control of the process variable (PV) keeping it closer to the setpoint (SP) than basic controller models. Often, this type of controller will also contain special algorithms that help prevent overshoot at the end of the ramp. For simple configuration of the ramp rate feature, look for set point programmers with data entry in a spreadsheet style format where the individual ramps can be set by Rate (the rate at which to ascend or descend to the setpoint per second, minute or hour) or Time (the time in which to achieve the setpoint).
Modern controllers with LCD, OLED or TFT display screens can show the plotted ramp-rate SP against actual PV so you can visualize how your furnace or oven is adhering to set requirements, and if the temperature uniformity data is also being recorded to prove compliance to standards, the information can give an accurate overview of the temperature consistency in the ramp phase. Precision controllers and PLCs are now available with ramp rate features within the setpoint programmer along with secure recording features that not only help with compliance to standards but also provide enhanced process data for internal analysis and reporting on the overall efficiency of the furnace.

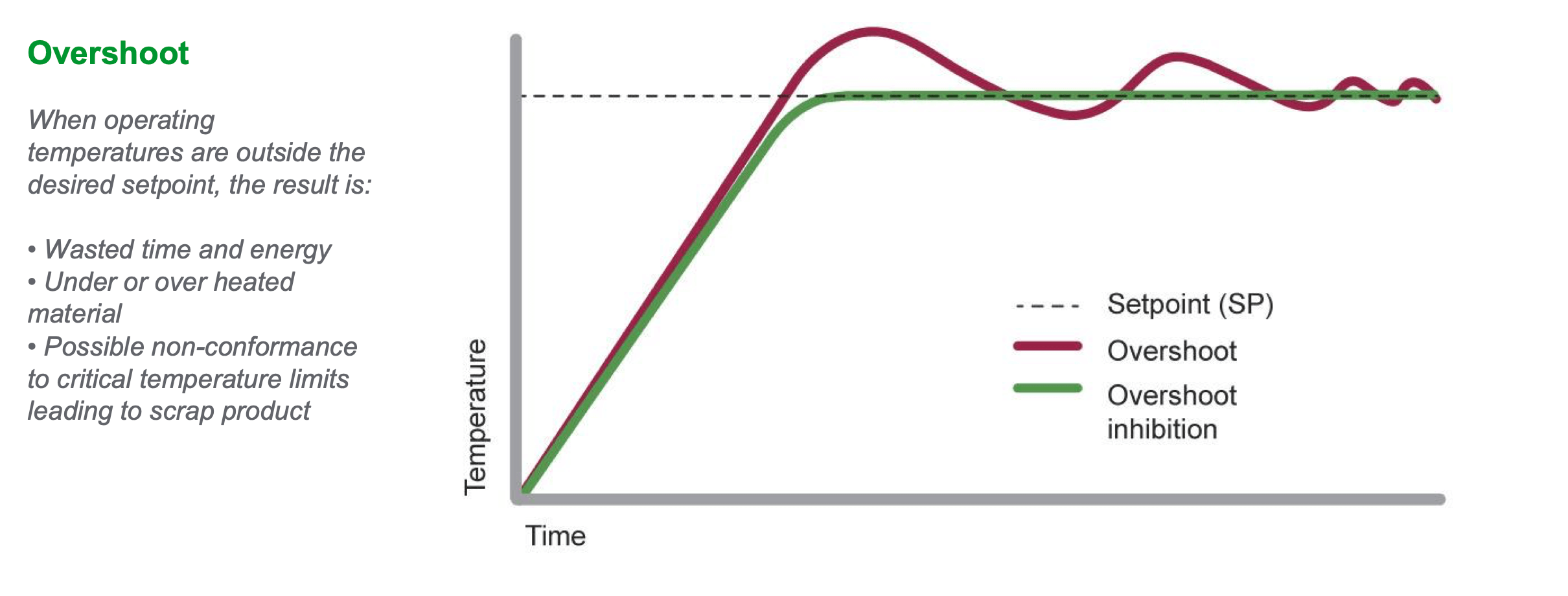
2. Reducing temperature overshoot for better efficiency
During the heating and cooling cycle of heat treatment processes, whenever the temperature overshoots or undershoots, energy is being wasted. When heating, once the furnace has reached its setpoint, the heaters will switch off, but due to residual heat in the walls and heaters themselves, the temperature of the furnace continues to rise causing it to (overshoot). Energy is wasted and the work piece could be damaged by overheating, needing intervention for quality assessment. Time is also wasted while the PV returns to SP, meaning overshoot results in a longer process time, wasted energy and wasted time for the quality engineer.
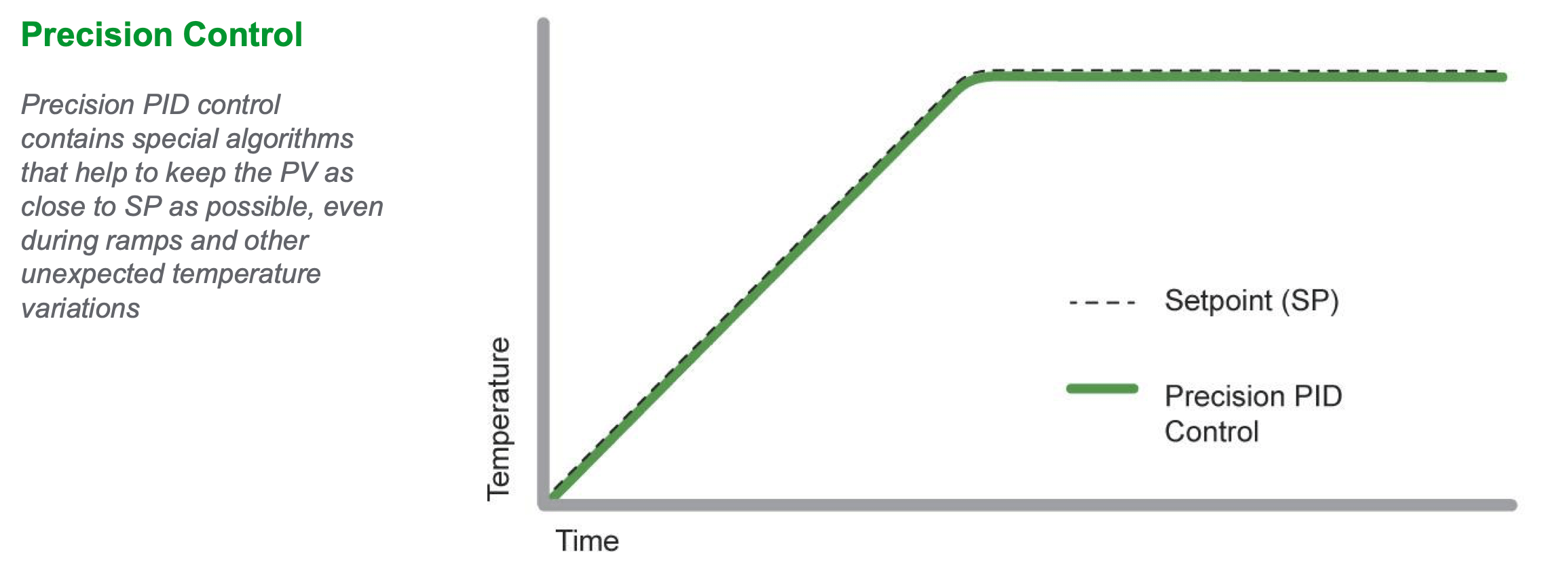
For processes where time and energy is being wasted in this way, the solution is to replace the temperature control with a Precision PID Temperature Controller or Precision PLC. Intelligent models have specific algorithms embedded in the control strategy that take care of common heating and cooling problems, keeping the PV as close to the setpoint as possible to prevent the unnecessary waste of energy while carrying out the process in the fastest conceivable time.
In heat treatment applications where it is important to comply to the relevant standards, useful control features to look for are algorithms that inhibit temperature overshoot during the start-up heating phase, reduce overshoot during ramps, and stabilize the PV during dwells. The easiest models to configure incorporate pre-made function blocks for features like PID (control) Cutback (overshoot inhibition) and Cascade (fast response to SP change to reduce temperature lag in the load) with typical default values set for easy configuration.
Basic controllers do not have the features to achieve the level of precision control that can save energy costs, reduce processing time and prevent the overheating of valuable materials. In most furnaces, the cost of moving to precision control is minimal compared to the savings made over the lifetime of the furnace.
3. Compliance to critical temperature limits
Processes in aerospace and automotive industries need to comply to strict standards such as NADCAP, AMS2750, CQI-9 and TS16949. Specifications covering topics such as monitoring and recording instrumentation, calibration and electronic records, sensors, and control must be adhered to, and failure to comply can lead to hefty fines lost business and loss of respect for the company involved. Field Test Instruments and Controlling, Monitoring or Recording instruments must meet the calibration accuracy demanded, typically with a readability of 1° F or 1°C and the material being treated must not be heated outside of its specified limits.
The benefits of Precision Control
By investing in precision PID control with accurate Inputs and Outputs, and better rejection to noise, you can be sure that the temperature you set is the temperature you get, and that you are meeting your limits while getting ROI by reducing your energy bills over the lifetime of the controller. Other useful features to look for are alarms and communication protocols that help to inform you when a critical limit has been reached. Modern control products with Ethernet communications are available with SMTP server functionality for sending emails when an alarm has triggered and have webservers built in so you can view what’s going on from a PC, Tablet or Smartphone using a web browser.
Thermocouple sensors used in high temperature environments degrade over time and heat treatment standards dictate the upper temperature limits and number of times a particular thermocouple sensor type should be used before replacement. Control and Automation products are available that can calculate the time, temperature and number of instances a thermocouple has risen above a certain threshold temperature, triggering alarms to indicate expired sensor periods.
The benefits of Secure Digital Data Recording
Process data needs to be securely recorded and stored for a length of time. While this is much simpler nowadays using a digital data recorder, recent innovations in precision PID controllers and PLC products include built in secure recording and color TFT displays with wash down fronts for use in dirty industrial environments.
Being able to record what happened during a batch process is very powerful, especially if something goes out of limits. A quality engineer will need to assess the data before signing off the Batch, a time consuming task, especially in older plants where paper procedures are still being used.
Full featured digital recorder products have batch functionality which enables the operator to record individual batches with a start and stop button on the screen, or by external input via a bar code scanner for example. The data from the batch is then easily retrievable by the quality engineer for assessment purposes via a PC. Software for reviewing the secure files can be used to zoom into areas where problems occurred and the historical data also shows all messages whether triggered by an alarm or entered manually by the operator. The reviewing software also allows digital signatures to be added to the batch for sign off. The main advantage of digital batch recording and signing is it saves time for the quality personnel and gives them all the data they need for easy reporting and compliance to standards.
Accredited Services
To help maintain accuracy, proficient companies also provide services such as Calibration, Temperature Uniformity Surveys (TUS) and System Accuracy Tests (SATs) at regular intervals, to ensure that temperature measurement products and systems are not drifting over time. The most efficient calibration services are those that are managed digitally. Modern companies offer online calibration services that give you a complete overview of the whole plant calibration status via a web browser and automatically inform you when calibration is due. Other features they provide are instant entry of calibration data in digital format, allowing calibration certificates to be created and uploaded immediately to the online calibration management tool, giving you the fastest easiest access for auditing purposes.
For companies that wish to carry out TUS themselves, some equipment manufactures supply field test instruments such as recording equipment specifically designed for the calibration of furnaces. Accurate to the demanding specifications of modern heat treatment standards like AMS2750 they include independently adjustable thermocouple input channels compliant to within +/-1°F or 0.6 °C
4. What do we mean by Precision Control? PID Control
Basic controllers are fine for many applications but when it comes to regulated industries, they are just not good enough. The difference between basic and precision controllers is in the embedded intelligent control strategies. Basic controllers may use a PID control algorithm which works well in normal applications that are predictable and do not need high levels of accuracy. The problems arise in applications where there is always some kind of variation in the load or process causing temperature lag in the system, or where sudden temperature changes can occur, such as when a furnace door is opened or a gas is introduced. Add to this the issue of having to comply to industry standards, and you will find what you really need is a precision controller.
Precision controllers use PID control but with additional algorithms unique to the company of manufacture that are specially designed to maintain control in certain situations and applications. For example the overshoot, lag and instability commonly seen in heat treatment applications can be better controlled using PID with Cutback and Cascade features. These work in harmony with each other to keep the PV as close to the setpoint as possible during the process.
It is worth searching out controller manufacturers who are knowledge experts in the heat treatment industry as they will offer products designed particularly for heat treatment applications, such as Zirconia Probe inputs, Vacuum Furnace Controllers, Carbon Potential Controllers and Thermocouple/Pyrometer Switchover Control. This type of manufacturer will also typically offer I/O, toolkits and function blocks specifically designed for better control of heat treatment processes that provide simple setup of control parameters for applications like Vacuum, Carbon Diffusion, 3-Gas IR, Zirconia Probe and AMS2750 standards.
Autotune
Setting PID terms and feature parameters on a basic controller is normally a time consuming manual task that requires a skilled operator or engineer. The benefit of modern precision controllers is the Autotune feature which sets a lot of the parameters automatically. This can be run by a less skilled operator, with very quick feedback that greatly speeds up the process.
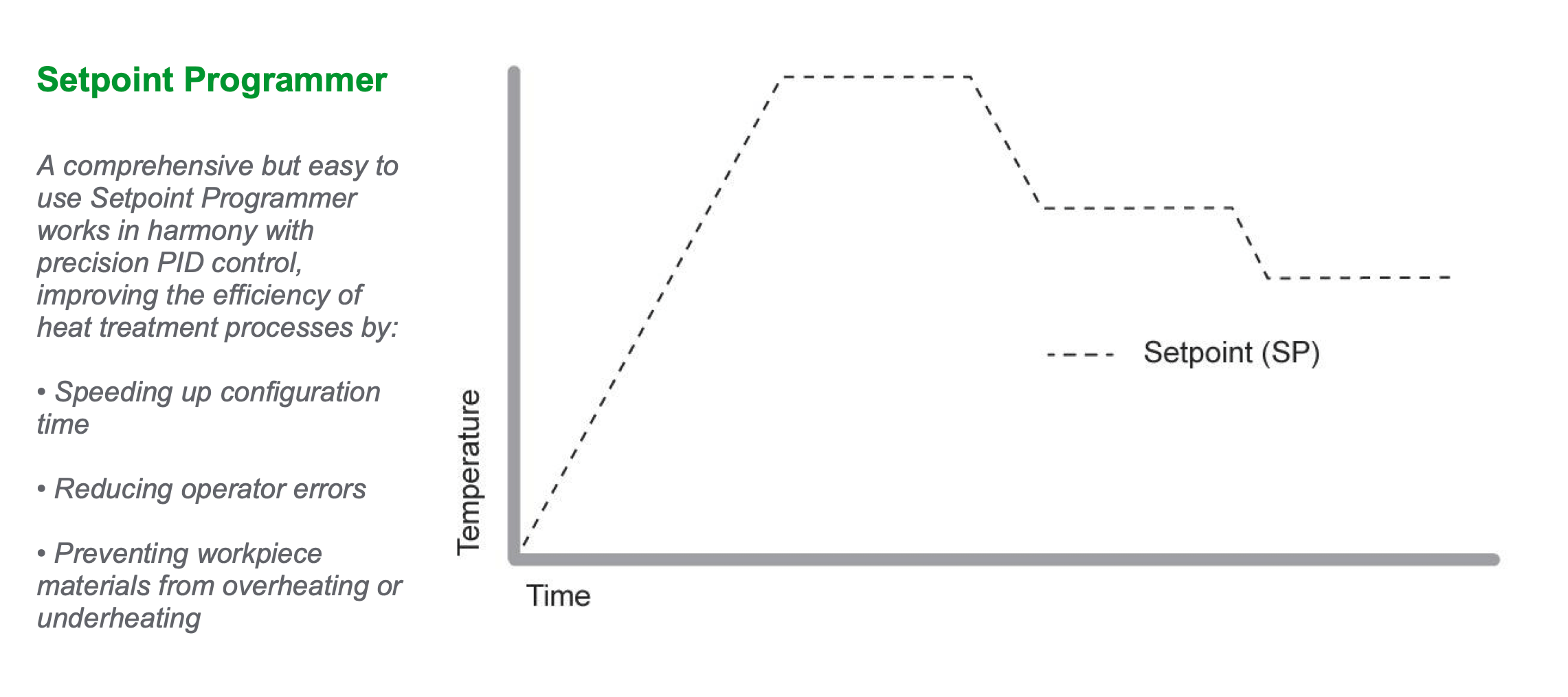
Setpoint profiling
Heat treatment cycles often require multi stage control profiles to heat up, dwell and cool down the workpiece for specified amounts of time. These profiles are defined by the work piece material type, component specifications and regulatory standards, and are usually maintained against controlled recipes. Temperature profiling is a time consuming manual task when built in a standard control environment where typically, the entire program is built by creating function blocks by hand or in a list format, requiring many lines of instructions. The probability of making mistakes is high and it is difficult to make quick changes to the program.
The easiest way to program is by using a Setpoint Programmer (SPP) with easy segment parameter entry in spread sheet format that will closely integrate with the PID control to maintain the setpoint within a tight tolerance. Typically, SPP segments can be configured to Dwell, Ramp Rate, Ramp Time, Wait and Repeat in conjunction with other events, and the different programs can be easily selected using a recipe function.
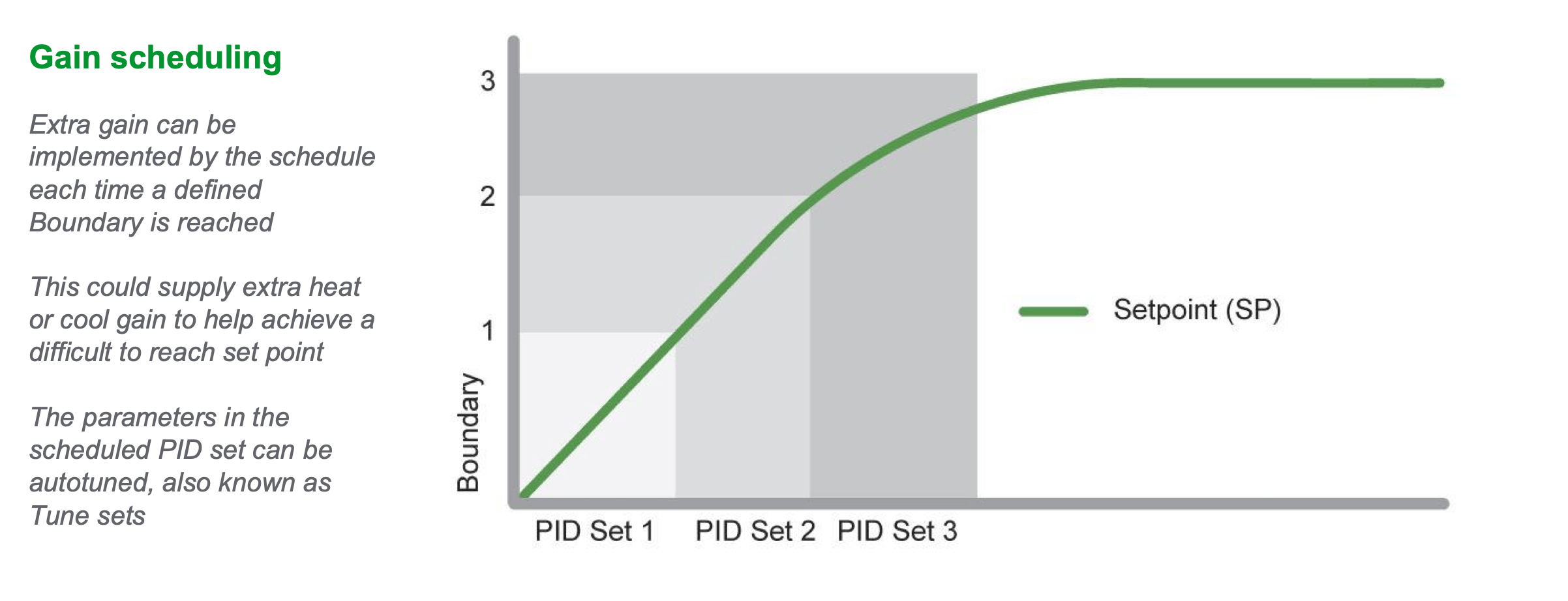
Gain Scheduling
Today’s furnaces tend to be used at multiple temperatures and their control performance can vary depending on the effects of convection, conduction and radiation at elevated temperatures. To ensure the tightest levels of control, precision PID controllers offer multiple ranges of PID sets (commonly called Gain Scheduling) that can be matched to the furnace characteristics at particular points in the program to help achieve those hard to reach temperatures.
Guaranteed Soak
Specified soak times also vary and the best set point programmers can be configured to wait until every part of the workpiece has reached the specified soak time (known as Guaranteed Soak).
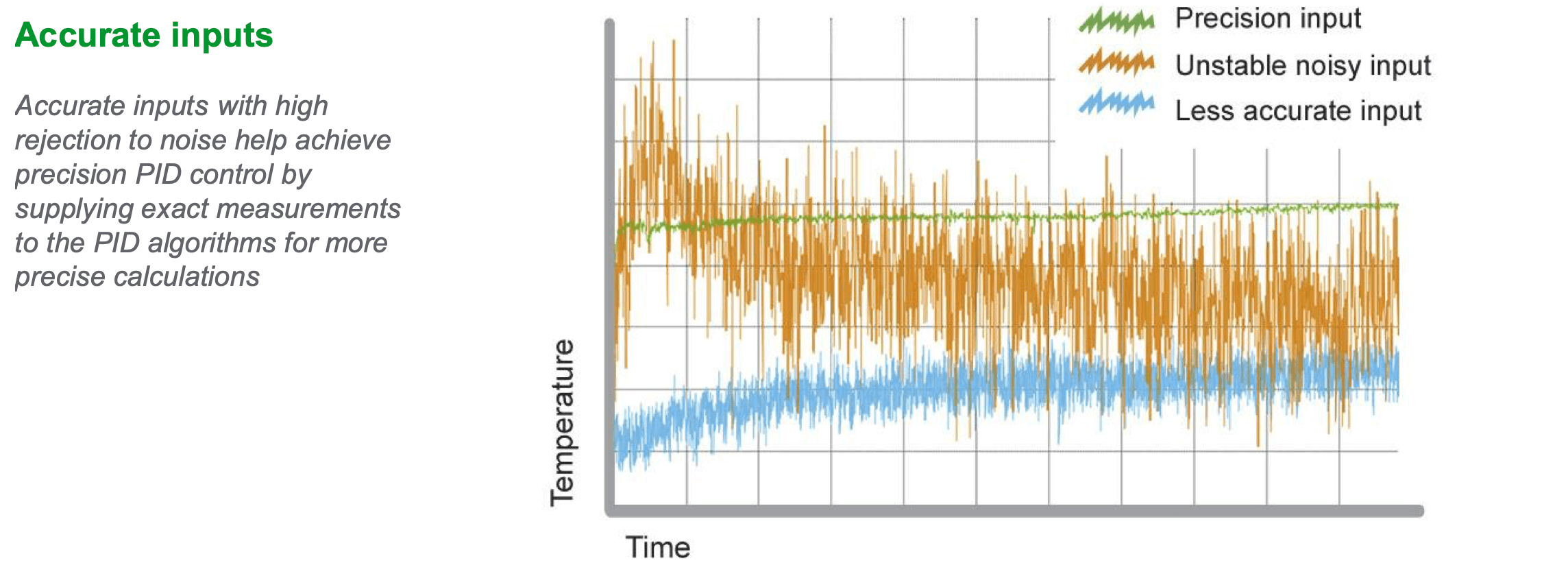
Accurate I/O
Accurate PID control cannot be achieved without accurate analogue Inputs and Outputs (I/O). The main issues that affect accuracy are electrical noise in the cables, interference from
other channels and circuits, and temperature drift over time. In precision controllers, this is solved by the use of high quality components and good analogue circuit design. Look for I/O that is isolated from other channels and circuits, with specifications that quote the noise rejection and long term drift. A high noise rejection ratio and low ppm (parts per million) drift/year will help aid compliance with heat treatment standards by easily maintaining stability and accuracy within the specified calibration periods.
Precise Power Control
The energy used in heat treatment furnaces is one of the biggest contributors to costs in the materials processing industry. Energy suppliers provide energy on a tariff and if not managed carefully it is possible to draw more energy at certain times than your tariff allows. This can result in hefty fines.
Many older style electric furnaces still use on/off control connected to electromechanical contactors in order to switch heaters on and off. The problem with this method is that it is nearly impossible to get good heater control as the heater is either 100% on or 100% off, no matter how much heat demand is actually required to get to the SP. The result is wasted energy, with the PV oscillating around the SP, and the uncontrolled way that heaters are switching on and off across a whole plant can cause you to exceed your agreed energy tariff. The switching of contactors also creates a lot of electrical noise on the mains supply that can affect other electronic devices and reduces the life of the heaters due to thermal stress.
The next step up is to use basic thyristors which have no moving parts and therefore are much more reliable. Models are available with different firing modes that gradually supply power to the heater based on % of demand. These methods provide smoother power control than on/off but can still create harmonic noise and flicker that reduce the power factor. Power factor is one of the main aspects that drives up energy costs. Most utility companies apply a surcharge when the power factor goes below 0.9 (or 90%). Over a year this can translate in thousands or even tens of thousands of dollars, depending on the size of the installation.
The best solution is to move to modern SCR (thyristor) power controllers. These smart devices are available with a large variety of industrial communications that allows them to communicate with each other across the plant. They provide multiple firing modes for specific types of electric heaters and can automatically switch modes, for example from phase angle to bust firing based on resistance or temperature of the element. The key differentiators are specially designed algorithms for managing the power by evenly spreading loads across different furnace zones, multiple furnaces and the rest of the plant. This kind of Predictive Load Management uses clever load balancing, sharing and shedding strategies to equally distribute power and maintain a balanced overall consumption. Eliminating peaks in power demand helps make the best use of your energy and keeps finance managers happy by operating within your specified tariffs.